










台金(シャンク)表面に砥粒を高密度に配置し、メッキ技術により強固に固定した工具で、砥粒の20%~40%が突出しています。
メタルボンド・レジノイドボンドホイールに比較し、砥粒の切り刃数が多く切れ味が優れ、また目づまりが少なく研削能率が良い点があります。
電着工具はベースとなる台金形状通りに砥粒が固定されるので、複数形状のホイールを安価に製作でき、ホイールの形くずれも少なく、寸法精度を維持します。

- 電着ホイール
- 電着軸付きホイール
 電着工具使用に際しての注意点
電着工具使用に際しての注意点
- 電着ホイールは振れのない様に取り付けてください。
電着ホイールは砥粒層が一層のため、振れによるホイールの偏磨耗は著しくホイール寿命を短くします。
取り付けの際は、振れ0.005mm以内を目標に振れが最小限になるよう取り付けてください。 - 電着ホイールはドレッシング・ツルーイングが出来ません。
- 電着工具は、乾式、湿式のいずれでもご使用いただけますが、電着ホイールの場合、研削液を充分に供給し、発熱を抑えることが、電着ホイールの本来の寿命を呈することになります。
- 研削粉のこびり付き、目づまりを生じた場合は、金属以外のブラシでこするか、粘着テープ等を目づまり面に充分に貼り付け、ゆっくり慎重にひきはがす事により除去してください。
- 電着工具の再生について、使用済後台金が無傷であれば短納期でより安価に新品同様に再生できます。
再生を前提としてご使用の際は、台金形状にダメージを与えないように特に注意してください。
台金外径と電着外径の関係
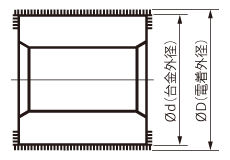
台金(外径φd)に電着加工をいたしますと、電着の厚み分、寸法がプラス(A)され、電着(外径φd)となります。

| 電着粒度(Grit Size) | A |
|---|---|
| #80-100 | 0.50 |
| 100-120 | 0.40 |
| 120-140 | 0.35 |
| 140-170 | 0.30 |
| 170-200 | 0.27 |
| 200-230 | 0.23 |
| 230-270 | 0.20 |
| 270-325 | 0.18 |
| 325-400 | 0.15 |
(例)
10φ(φd)の台金に砥粒#140-170を電着する場合。
φD=φ10+0.3(A)=φ10.3
 ページトップ
ページトップ